Accueil - Urbex minier - Urbex industriel - Urbex religieux - Paysages sonores - Contact & achat - Politique de confidentialité
La tour de micronisation
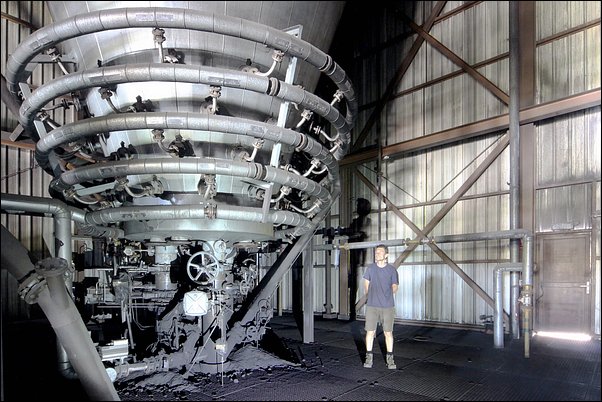
Cette page concerne une tour à charbon micronisé destinée à alimenter un haut-fourneau, encore appelée tour de pulvérisation, ou process PCI (Pulverized Coal Injection). Il s'agit d'un process récent (aux alentours de 1978-1980) et assez novateur. Il permet de substituer le coke sidérurgique par du charbon de mauvaise qualité, tout en obtenant des résultats aussi bons ; en outre ça permet la disparition complète du process de cokerie, très polluant. Deux avantages donc, une amélioration financière couplée à des bénéfices environnementaux.
Les hydrocarbures liquides ou gazeux ont perdu une bonne part de leur intérêt économique au profit du charbon. Ainsi, dans de nombreux hauts-fourneaux, on injecte jusqu'à 140 kg de charbon par tonne de fonte, ce qui réduit la mise au mille de coke de 100 à 120 kg environ. En vue de ces économies, dans les années 90, les technologies PCI sont devenues matures. Mais le véritable virage vers le PCI n'a eu lieu que lorsque le coût du coke métallurgique a commencé à augmenter, en raison de la constante augmentation de la demande mondiale.
Le procédé PCI consiste donc à conduire le haut-fourneau par injection simultanée du charbon pulvérisé et d'un comburant très riche en oxygène au niveau des tuyères principales du haut fourneau, et d'un gaz réducteur chaud au niveau de la zone de réserve. Le gaz réducteur chaud est produit à partir d'un gaz de récupération, en particulier à partir de gaz de gueulard. Il est injecté à une température comprise entre 850 et 1200°c. L'injection est réalisée à mi-hauteur du HF.
Le mélange de charbon pulvérisé est distribué par différentes tuyères et injecté par une lance, dans le tube de soufflage. Dans le tube de soufflage, il est mélangé avec un jet chaud puis ensuite injecté dans la cuve du haut-fourneau. Un système de détection d'agrégations protège contre le blocage des tuyères.
Au vu de l'aspect novateur du process mis en ouvre, il existe peu de documentation, ou bien alors il s'agit uniquement de traductions automatiques pourries émanant de sites de vendeurs (Chine principalement, Espagne, Italie), toutes des pages falsifiées et trompeuses.
Nous assumons entièrement de ne rien comprendre à l'installation, trop complexe et trop récente pour nous. Cependant au grand contraire de tous ceux qui s'en foutent (et ils sont des armées quotidiennes), nous essayons de documenter. Une base est solide, du coup c'est déjà ça qui est présentable. Pour tout ce qui est déductions, notamment ce qui émane directement de la lecture du matériel en place, nous prenons la précaution indispensable et raisonnable d'écrire systématiquement « en principe ».
Du fait de la poudre de charbon encore présente, l'installation est éminemment dangereuse. L'atmosphère est rendue explosive du fait des poudres en suspension. Cela explique que ces tours sont systématiquement totalement fermées. Il nous fut expliqué que ce genre de danger existe tout aussi bien avec la farine. En effet la micronisation entraine une énorme surface de contact avec l'oxygène. Donc oui, vraiment, c'est une installation dangereuse.
Le principe de base
Une installation de haut-fourneau couplée à une aciérie permet de fabriquer de l'acier. Le haut-fourneau est un four. Il reçoit du minerai de fer aggloméré ou fritté sous forme de boulets ou de pellets (variable selon les installations), couplé à du coke sidérurgique. Le mélange est porté à haute température. Il en ressort de la fonte (conservée) et du laitier (jeté). La fonte est transportée à l'aciérie, par les poches ou les torpilles. La matière reçoit une réduction dans un convertisseur à oxygène. Il ressort l'acier, qui liquide se voit recevoir une forme : brames, billettes, coils ou fils.
La production du coke sidérurgique est coûteuse et polluante. Peu à peu, les cokeries disparaissent, au profit du charbon micronisé. Le coke est remplacé par du charbon de mauvaise qualité, réduit en poudre très fine. Ce charbon pulvérisé est passé sur un lit afin d'être fluidisé, puis il est dirigé vers la cuve du HF.
Les intérêts de cette procédure sont d'éliminer la vaste installation de cokerie, de gagner de l'efficience, de diminuer l'impact environnemental, de diminuer la quantité de laitier de haut-fourneau. De plus l'installation, entièrement automatisée, permet la mise en ouvre de personnel non qualifié. Les inconvénients ne sont pas moindres par contre : 1) L'installation est très dangereuse, la maitrise technique de la sécurité est importante. 2) La micronisation provoque des poussières, qu'il convient de gérer au fil d'installations aussi étanches que possible. 3) La micronisation provoque des colmatages en cuve, ce qui induit des arrêts du HF nettement plus fréquents, en vue notamment de supprimer les agglomérations de matières.
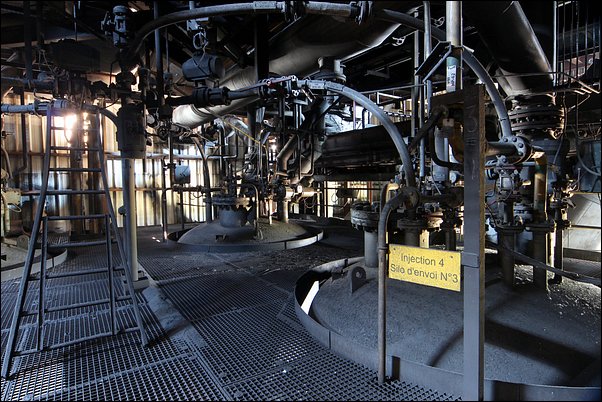
La tour
Ce genre d'installation remplace la cokerie, dès lors elle est rarement placée loin du stock stratégique. L'optimisation consiste en effet à amener la matière sans devoir installer du kilomètre de convoyeurs.
En lieu et place de cette tour se trouvait - en tout cas c'était le cas en 1971 - une installation de broyage de charbon destinée à alimenter la cokerie. En effet la cokerie reçoit habituellement en matière première du charbon réduit en poudre, afin de subir la carbonisation sidérurgique. En 1994, l'installation fut rasée et a laissé place à la tour de la forme que nous connaissons aujourd'hui. Le process consiste alors en du broyage ; la matière n'est pas encore micronisée. Une poudre a en effet un grain plus gros.
Lors de l'arrêt du processus de cokéfaction, la tour fut en quelque sorte vidée de ses machineries. Seule la structure est conservée. Il est mis en place, dedans, l'installation de micronisation. Au vu de la machinerie totalement différente, seule la partie basse de la tour est utilisée. La partie sommitale est désaffectée ; ceci explique que seule la moitié de l'installation industrielle est visitable.
L'installation reçoit généralement du charbon totalement merdique, ce qui en l'occurrence en ce qui nous concerne fut du charbon chinois. La matière est reçue sous forme de poussiers, ce qui dès le départ pose des problèmes de générations de poussières. Cela explique la présence d'un long hangar, équipé en ferroviaire, recevant les trains. Ce hangar est assez bien étanche. Une grosse roue-pelle manutentionne la matière vers un convoyeur.
Le convoyeur achemine ensuite la matière vers des silos, qui sont appelés les Raw Coal Bunkers, placés en hauteur dans l'installation. La matière est descendue vers un broyeur, laquelle passe préalablement dans des doseurs, qui vont quantifier la matière dont le HF a réellement besoin. Les matières compactes sont réduites en poudre. Fait assez étonnant, mais visiblement c'est toujours ainsi, le broyeur est en bas. La matière est ensuite remontée.
Elle passe dans un cyclone. La matière étant désormais extrêmement fine, de l'ordre de quelques microns, elle est transportée dans des tuyaux totalement étanches. Elle passe sur un lit fluidifié afin d'être injectée dans une émulsion, laquelle vers le haut-fourneau est généralement appelée air primaire.
Le process
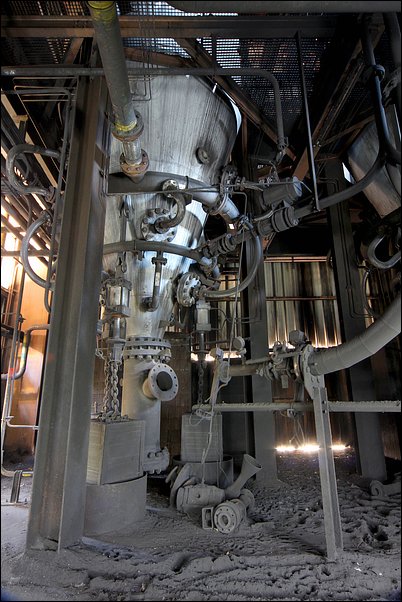
Le charbon étant [quelque part volontairement] de mauvaise qualité, il reçoit un séchage, afin de diminuer l'humidité à 9%, ce qui en quelque sorte est déjà fort élevé. La procédure est effectuée avec des sécheurs au gaz, d'où les tuyaux d'alimentation jaunes, avec une projection d'air surchauffé par turbine. Le gaz de combustion de haut fourneau est utilisé comme source d'énergie en vue du séchage du charbon, réduisant ainsi la consommation d'énergie primaire. La matière est par la suite nettoyée du gaz chaud de séchage dans un cyclone.
Via une installation de fluidification, la matière est conduite dans un broyeur, qui généralement est appelé crusher, ou bien parfois pulverizer, ce que l'on peut traduire par pulvériseur. Trois rouleaux broient la matière et la réduisent en poudre. Bien que non esthétique, une photo des broyeurs a été faite. Le poids total du charbon injecté est contrôlé précisément par un système de cellule de charge, qui s'ajuste en continu en vue d'atteindre le point de consigne.
Par une seule canalisation, le charbon broyé subit « en principe » une désulfurisation, via une séparation électrique. Le principe de ce process consiste à extraire la pyrite. Ce procédé est effectué dans ce qu'on appelle un electrostatic loop separator. Du gaz est injecté par des inducteurs. Dans une boucle, le charbon broyé passe dans un diffuseur. La matière est placée entre des électrodes à haute-tension. Des portes de succion collectent le FeS2 et l'extraient. Le résidu devient un sous-produit, qui généralement est destiné à la fabrication de l'acide sulfurique.
Dans le système à boucle fermée, le gaz émis par le filtre est partiellement recirculé à l'entrée du broyeur-pulvériseur. Cela créée une condition inerte, qui minimise la teneur en oxygène dans le système et réduit les risques d'explosion de poussières de charbon.
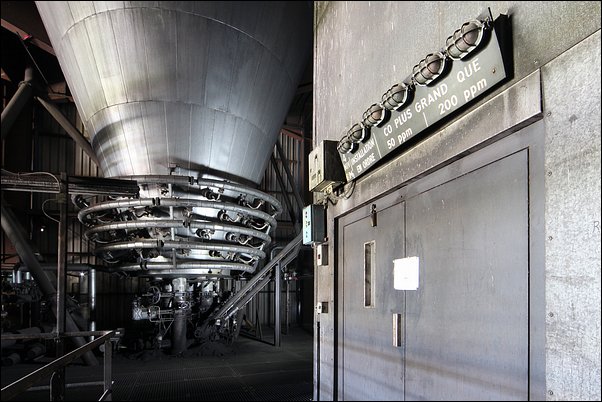
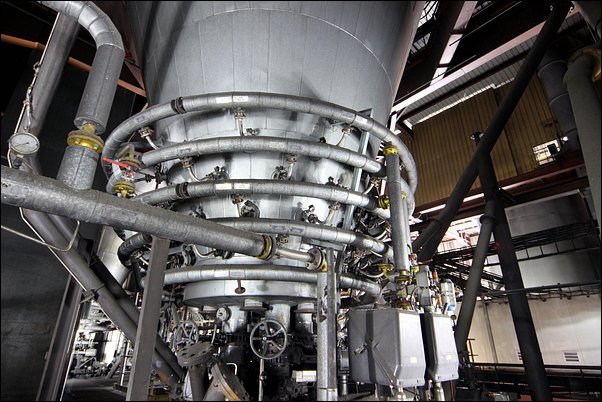
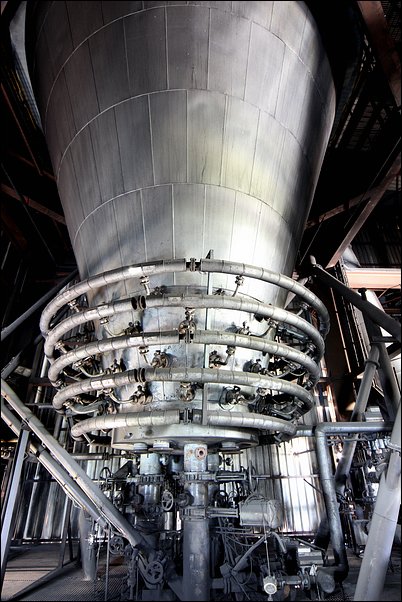
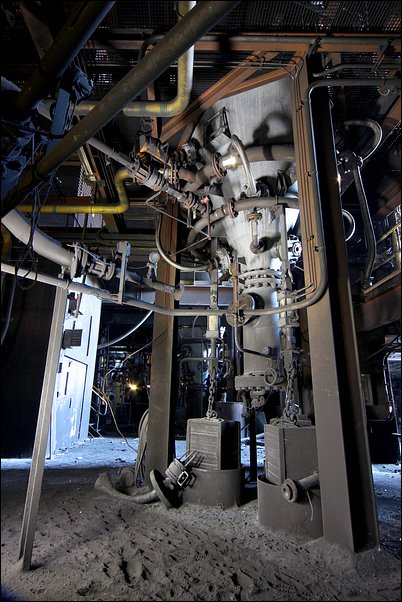
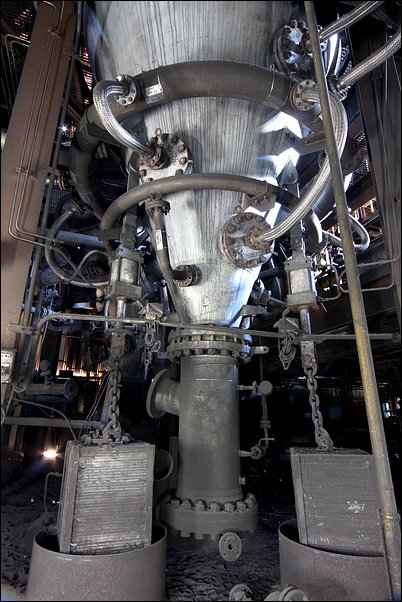
Le charbon nettoyé monte alors à l'installation de cyclone. Une installation de filtres à sac permet de minimiser (voire même de supprimer) la pollution. La poudre descend alors dans un container cylindrique / tronconique, assez caractéristique, appelé Reservoir-Tank : la matière est façonnée dans ce gros réservoir afin de pouvoir être transportée et injectée ultérieurement dans la cuve du HF. Le container est alimenté par le haut. Une floppée de tuyaux appelés injection vessels, étagés sur 5 niveaux, injecte de l'azote à froide température afin d'inerter encore une fois la matière. En fin de parcours et de mélange, la matière micronisée est récupérée au bas de l'appareillage précité.
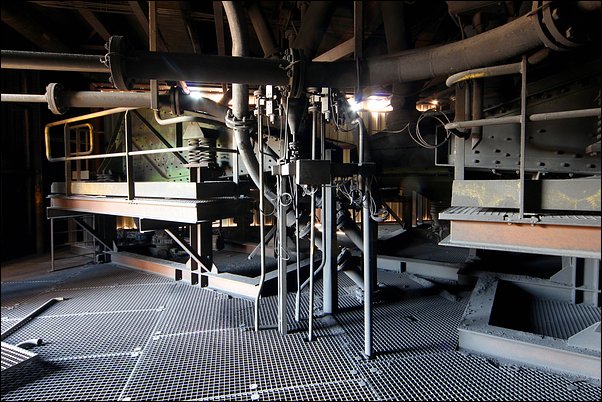
Elle est conduite au sein de plusieurs Feed Tank, qui sont les petits réservoirs tronconiques situés tout en bas de la tour, lesquels sont équipés de pots de purge. Ces machineries automatiques possèdent des détections de colmatage dans les conduites d'injection. Les matières excédentaires sont conduites dans de gros silos cylindriques appelés citerne-filtre. Des purges les collectent et les renvoient dans le circuit.
La matière rejoint dès lors le HF, qui préalablement a été adapté notamment au niveau de son admission ; d'où le fait que dans un local immédiatement attenant, on trouve l'ancien gueulard qui a été démonté (tout s'explique). Le transport est effectué en phase dense.
Les difficultés sont la production de poussière, ce qui on s'en doute est inhérent de la base même du process. Comme cette poussière est dangereuse, l'entièreté du procédé est étanchéifié. Il ne se trouve donc aucun dépoussiéreur (ce qui était le cas en sommet de four à la cokerie). Les températures produites sont très élevées du fait des diverses opérations de séchage et broyage. Des sondes de température PLC sont installées sur le microniseur. Tous les tuyaux de sortie sont calorifugés. Une installation de refroidissement est attenante au microniseur.
Le process dans ce qu'il possède de plus étonnant, c'est probablement le fait que tout soit inversé structurellement. Le broyage est en bas et au fur et à mesure, la préparation monte. Instinctivement on aurait imaginé tout le contraire. Au vu que ces installations sont dangereuses, elles sont maintenues closes, ce qu'on peut comprendre. Ce sont donc des photos très intéressantes du point de vue technique.