Urban Exploration - The Micronization Tower
This page focuses on a micronized coal tower designed to feed a blast furnace, also known as a pulverization tower or a PCI process (Pulverized Coal Injection). This is a recent process (emerging around 1978–1980) and is quite innovative. It allows for the substitution of metallurgical coke with low-quality coal while achieving equally good results; furthermore, it allows for the complete removal of the highly polluting coking process. This offers two advantages: financial improvement coupled with environmental benefits.
Liquid or gaseous hydrocarbons have lost much of their economic appeal in favor of coal. Thus, in many blast furnaces, up to 140 kg of coal is injected per ton of pig iron, which reduces the coke rate by approximately 100 to 120 kg. In light of these savings, PCI technologies became mature in the 1990s. However, the true shift toward PCI only occurred when the cost of metallurgical coke began to rise due to the constant increase in global demand.
The PCI process consists of operating the blast furnace by simultaneously injecting pulverized coal and a very oxygen-rich oxidizer at the level of the main tuyeres, and a hot reducing gas at the level of the reserve zone. The hot reducing gas is produced from recovery gas, particularly from top gas. It is injected at a temperature between 850°C and 1200°C. The injection is carried out halfway up the blast furnace (BF).
The pulverized coal mixture is distributed through various tuyeres and injected via a lance into the blowpipe. In the blowpipe, it is mixed with a hot blast and then injected into the stack of the blast furnace. An aggregation detection system protects against tuyere blockage.
Given the innovative nature of the process implemented, there is little documentation available; otherwise, it consists only of poor automatic translations from vendor sites (mainly China, Spain, and Italy), which are often falsified and misleading pages.
We fully admit to not understanding the installation entirely - it is too complex and too recent for us. However, unlike the many who do not care, we strive to document it. The foundation is solid, so that at least is presentable. For all deductions, particularly those stemming directly from reading the equipment on-site, we take the indispensable and reasonable precaution of systematically writing "in principle."
Due to the coal dust still present, the facility is eminently dangerous. The atmosphere is rendered explosive by the suspended powders. This explains why these towers are systematically and completely sealed. It was explained to us that this kind of danger exists just as much with flour. Indeed, micronization results in an enormous contact surface with oxygen. So yes, it truly is a dangerous installation.
The Basic Principle
A blast furnace facility coupled with a steel mill allows for the manufacturing of steel. The blast furnace is a furnace that receives iron ore, agglomerated or sintered in the form of balls or pellets (varying by facility), coupled with metallurgical coke. The mixture is heated to a high temperature. It results in pig iron (kept) and slag (discarded). The pig iron is transported to the steel mill by ladles or torpedo cars. The material undergoes reduction in an oxygen converter. Steel emerges, which, in liquid form, is given a shape: slabs, billets, coils, or wire.
The production of metallurgical coke is costly and polluting. Gradually, coking plants are disappearing in favor of micronized coal. Coke is replaced by low-quality coal, reduced to a very fine powder. This pulverized coal is passed over a bed to be fluidized and then directed toward the BF stack.
The benefits of this procedure are the elimination of the vast coking plant facility, increased efficiency, reduced environmental impact, and a decrease in the amount of blast furnace slag. Furthermore, the fully automated installation allows for the use of unskilled personnel. The disadvantages, however, are significant:
1. The installation is very dangerous; technical mastery of safety is critical.
2. Micronization generates dust, which must be managed through installations that are as airtight as possible.
3. Micronization causes clogging in the stack, leading to much more frequent BF shutdowns, specifically to remove material agglomerations.
The Tower
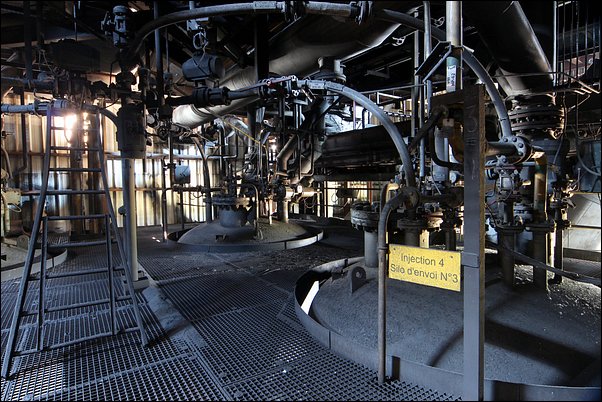
This type of installation replaces the coking plant; therefore, it is rarely placed far from the strategic stockpile. Optimization consists of bringing the material in without having to install kilometers of conveyors.
In place of this tower, there was - at least as of 1971 - a coal crushing facility intended to feed the coking plant. Indeed, a coking plant usually receives coal reduced to powder as raw material to undergo metallurgical carbonization. In 1994, the facility was razed and replaced by the tower in the form we know today. The process then consisted of crushing; the material was not yet micronized. A powder actually has a larger grain.
When the coking process stopped, the tower was essentially emptied of its machinery. Only the structure was kept. The micronization equipment was then installed inside. Given the completely different machinery, only the lower part of the tower is used. The top part is decommissioned; this explains why only half of the industrial facility can be visited.
The facility generally receives poor-quality coal, which in our case was Chinese coal. The material is received in the form of slack, which from the start poses dust generation problems. This explains the presence of a long hangar, equipped with rail tracks, to receive the trains. This hangar is fairly airtight. A large bucket-wheel reclaimer handles the material toward a conveyor.
The conveyor then brings the material to silos, known as Raw Coal Bunkers, placed high up in the facility. The material descends toward a grinder, having first passed through feeders that quantify the material the BF actually needs. Compact materials are reduced to powder. Surprisingly - though apparently, it is always done this way - the grinder is at the bottom. The material is then moved back up.
It passes through a cyclone. Since the material is now extremely fine, on the order of a few microns, it is transported in completely airtight pipes. It passes over a fluidized bed to be injected into an emulsion, which, toward the blast furnace, is generally called primary air.
The Process
Since the coal is (partly intentionally) of poor quality, it undergoes drying to reduce moisture to 9%, which is still quite high. The procedure is carried out with gas dryers - hence the yellow supply pipes - with a projection of air superheated by a turbine. Blast furnace gas is used as the energy source for drying the coal, thereby reducing primary energy consumption. The material is then cleaned of the hot drying gas in a cyclone.
Via a fluidization system, the material is led into a grinder, generally called a crusher or sometimes a pulverizer. Three rollers grind the material and reduce it to powder. Although not aesthetic, a photo of the grinders was taken. The total weight of the injected coal is precisely controlled by a load cell system, which adjusts continuously to reach the set point.
Through a single pipeline, the crushed coal undergoes "in principle" desulfurization via electrical separation. The principle of this process is to extract pyrite. This procedure is carried out in what is called an electrostatic loop separator. Gas is injected by inductors. In a loop, the crushed coal passes through a diffuser. The material is placed between high-voltage electrodes. Suction doors collect the and extract it. The residue becomes a byproduct, generally intended for the manufacturing of sulfuric acid.
In the closed-loop system, the gas emitted by the filter is partially recirculated at the inlet of the grinder-pulverizer. This creates an inert condition, which minimizes the oxygen content in the system and reduces the risk of coal dust explosions.
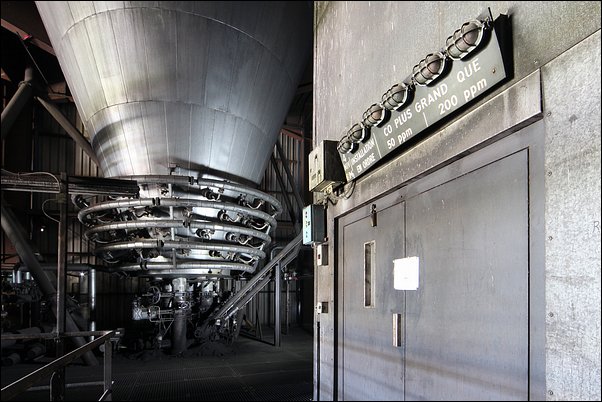
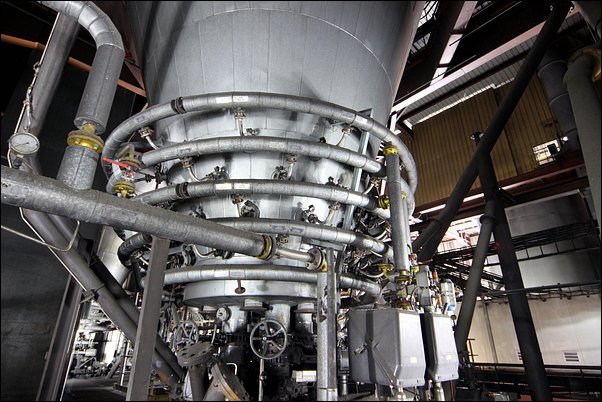
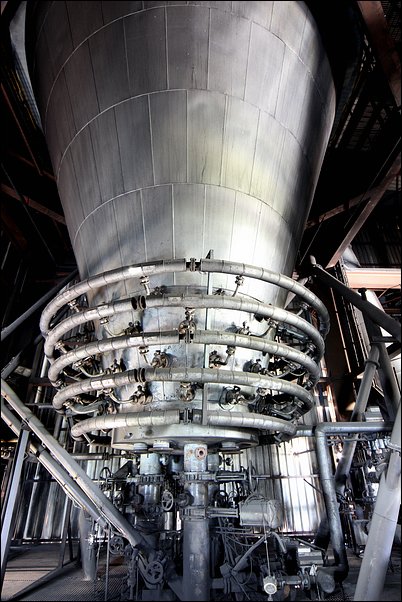
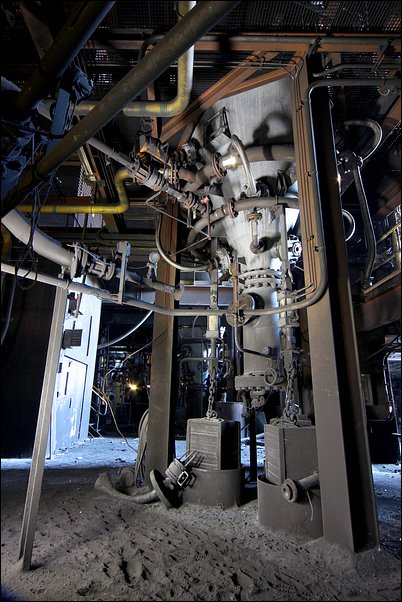
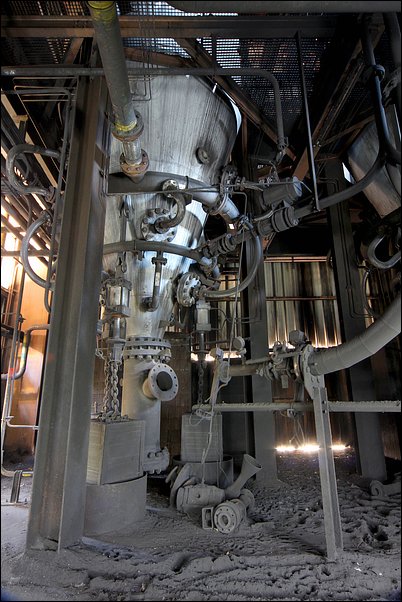
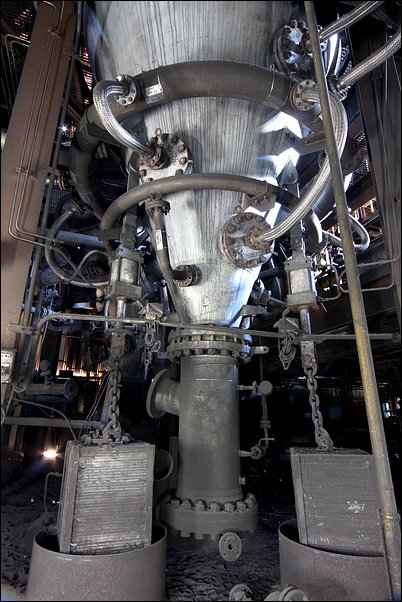
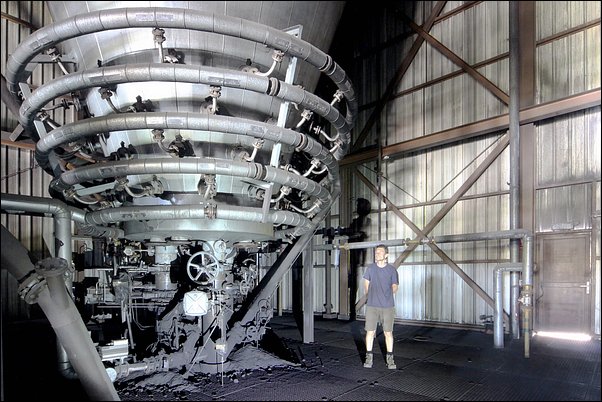
The cleaned coal then rises to the cyclone installation. A baghouse filter system allows for the minimization (or even elimination) of pollution. The powder then descends into a characteristic cylindrical/conical container called a Reservoir-Tank: the material is prepared in this large tank so it can be transported and subsequently injected into the BF stack. The container is fed from the top. A series of pipes called injection vessels, arranged across five levels, inject nitrogen at a cold temperature to once again inert the material. At the end of the path and the mixing process, the micronized material is collected at the bottom of the aforementioned apparatus.
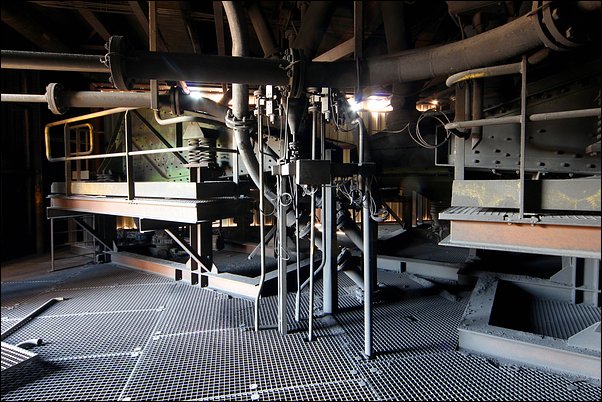
It is then led into several Feed Tanks, which are the small conical reservoirs located at the very bottom of the tower, equipped with purge pots. These automatic machines have clog detection in the injection lines. Excess materials are led into large cylindrical silos called filter-tanks. Purges collect them and return them to the circuit.
The material then reaches the BF, which has previously been adapted, particularly at its intake; hence the fact that in an immediately adjacent room, one finds the old furnace top (*gueulard*) that has been dismantled. Transport is carried out in a dense phase.
The difficulties involve dust production, which is inherently part of the process itself. Since this dust is dangerous, the entire process is sealed. Therefore, no dust collectors are found (which was the case at the top of the furnace in the coking plant). The temperatures produced are very high due to various drying and grinding operations. PLC temperature probes are installed on the micronizer. All outlet pipes are insulated. A cooling system is adjacent to the micronizer.
Perhaps the most surprising aspect of the process is the fact that everything is structurally inverted. The grinding happens at the bottom, and as the preparation progresses, the material moves up. Instinctively, one would have imagined the opposite. Because these facilities are dangerous, they are kept closed, which is understandable. These are, therefore, very interesting photos from a technical perspective.