La cokerie de Seraing (13/20)

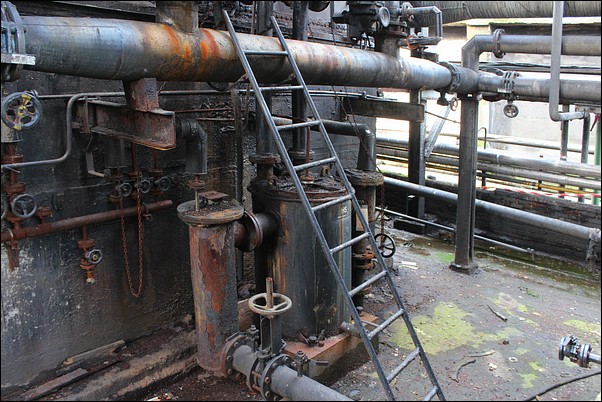
Les coulures de goudrons rendent les descriptions illisibles.

Les locaux de centrifugation.
Cet appareillage permet de faire les entretiens de base sur le prédécanteur.

L'installation de récupération des goudrons a pour rôle
de séparer et de récupérer par décantation
le goudron des eaux ammoniacales. L'installation de décantation
est composée d'un prédécanteur, d'un décanteur
A et d'un décanteur B. Vous apprécierez sur la photo
le superbe chemin fait avec la maigre planche !!!! Cette installation
se trouve immédiatement au nord du magasin à sulfates
et de la dalle.

Que c'est maculé. Enfin on peut le comprendre. Le prédécanteur
a pour rôle d'effectuer la première séparation.
Les goudrons lourds se déposent au fond tandis que les goudrons
plus légers et les eaux ammoniacales se dirigent vers les deux
décanteurs. Les décanteurs eux effectuent le traitement
de ce qu'il reste. Par un biais de chasse, les goudrons sont évacués
vers une unité de centrifugation.

Nous n'avons aucune photo de la centrifugation car le bâtiment
était fermé. Il s'agit d'une longue centrifugeuse verte
dans un bâtiment en tôles. Le rôle de la centrifugation
des goudrons est de décharbonner. Depuis l'enfournement à
colonne fermée, des particules de charbon sont présentes
dans les goudrons. On les retire grâce à la centrifugation,
pour ensuite les recycler à l'enfournement. D'autre part, le
goudron retrouve ainsi les propriétés nécessaires
à sa commercialisation.

La production de goudron centrifugé est envoyée dans
un magasin n°2, qui a la capacité de déborder dans
un magasin n°1. Cette méthode permet un séjour assez
long du goudron, ce qui favorise la décantation du goudron
des eaux ammoniacales. Le goudron est ensuite transvasé régulièrement
via une pompe de transfert qui mène à un magasin. De
là sont effectués les chargements bateau ou camion,
ou au monte-jus.
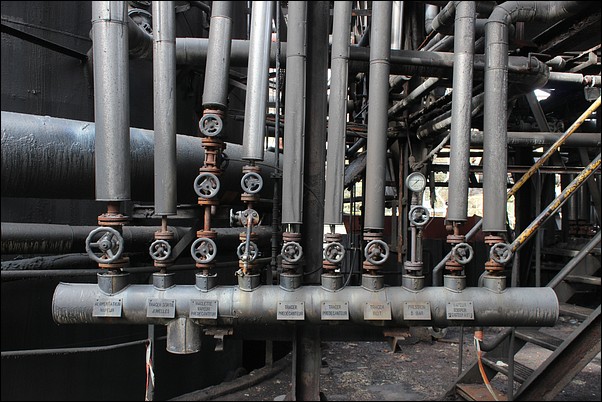
Au pied de l'unité de décantation.

On y découvre ce pot qui permet d'effectuer la surverse. Le
circuit gaz est équipé de 14 pièges, 10 gardes
hydrauliques et 2 pots à condensats, qui ont pour but de récolter
les condensats. Chaque piège est relié à une
garde hydraulique qui autorise l'écoulement des condensats
tout en maintenant le gaz en dépression ou en pression delon
la situation du piège dans le réseau. Les gardes hydrauliques
sont reliées à leur tour à un des deux pots à
condensats.

Une oeuvre d'art à part entière ! Et dire que les artistes
vendent des toiles un million, alors qu'ici c'est tout beau sans autre
artifice qu'un process industriel décédé.

Nous allons quitter cette vaste section des sous-produits, avec tout
concentré dans quelques dizaines de mètres carrés
: les condenseurs, les dénaphtalineurs, les scrubbers, les
décanteurs à goudrons. Ici
un regard vers les fours.

Puis un regard vers la centrale énergie. Partons désormais
dans un bâtiment.
La sulfatation
Après passage à la dalle co-produits, le gaz est envoyé à l'unité de sulfatation. La sulfatation consiste à laver le gaz par une solution d'eau acidulée afin de capter l'ammoniac, à transformer l'ammoniaque en sulfate d'ammonium sous forme cristalline, à extraire les cristaux de sulfate d'ammonium et de les rendre apte à être stockés.

La sulfatation est un process qui est peu visible et peu compréhensible sur le site de Seraing - sauf à avoir une solide expérience de cokier en sous-produits, du fait que cette installation est profondément mélangée à celle de la débenzolification. Tout du moins nous pouvons expliquer les grands fondements de la sulfatation en cokerie, et montrer le magasin à sulfates.
Placé en début de ligne dans la zone des sous-produits, la sulfatation nous fait revenir aux fours. Quand on refroidit le gaz brut aux têtes de cheval, l'eau, qui constituait l'humidité du charbon et une partie de l'ammoniaque, se condense. Il y a formation de l'eau ammoniacale. Les eaux ammoniacales qui sortent des barillets sont donc constituées des eaux ammoniacales produites et condensées ainsi que des eaux ammoniacales recyclées qui ont servi de liquide de refroidissement par pulvérisation.
L'ammoniaque et l'eau ammoniacale sont polluants, de ce fait un traitement est rendu obligatoire. Les eaux ammoniacales sont récoltées en vue d'être traitées au stripping, qui provoque la libération de l'ammoniaque contenue dans les eaux ammoniacales. Cela conduit à l'incinération de l'ammoniaque. L'ammoniaque présente dans le gaz brut est captée au niveau des installations de la sulfatation, par un lavage aux eaux-mères, c'est-à-dire une solution d'eau acidulée et de sulfate d'ammoniaque.
On distingue 3 phases
principales dans le processus de sulfatation :
- La captation ~ Consiste à laver le gaz par une solution d'eau
acidulée afin de capter l'ammoniac.
- La cristallisation ~ Consiste à transformer l'ammoniaque
en sulfate d'ammonium sous forme cristalline.
- L'extraction ~ Consiste à extraire les cristaux de sulfate
d'ammonium et de les rendre apte à être stockés.
La captation se fait au niveau du scrubber à ammoniaque, par réaction entre une solution pulvérisée appelée couramment "les eaux mères" et l'ammoniaque contenue dans le gaz brut. Cette solution "les eaux mères" est composée d'eau de Meuse, d'acide sulfurique et de sulfate d'ammoniaque. C'est l'acide sulfurique qui capte l'ammoniaque par une réaction qui aboutit à la formation de sel de sulfate d'ammoniaque. La solution qui s'écoule en bas du laveur s'est chargée en sulfate d'ammoniaque et déconcentrée en acide sulfurique.
Les solutions des eaux acidulées chargées de sulfates d'ammoniaque sont appelées les eaux mères. Les solutions des eaux acidulées pauvres en sulfate d'ammoniaque sont appelées liqueurs. Les solutions des eaux acidulées pauvres en acide sulfurique et riches en sulfates d'ammoniaque sont appelées les boues cristallines.
La cristallisation débute au niveau de l'évaporateur et se continue dans le plongeur et le cristalliseur. Dans l'évaporateur mis sous vide, les eaux mères subissent une évaporation partielle de l'eau de solution, ce qui provoque une sursaturation et entame la formation de cristaux de sulfate d'ammoniaque. L'extraction se fait via le filtre sécheur où les boues ammoniacales extraites de la base du cristalliseur sont déposées. Les boues sont alors lavées, séchées et détachées pour être dirigées vers le magasin à sulfates.
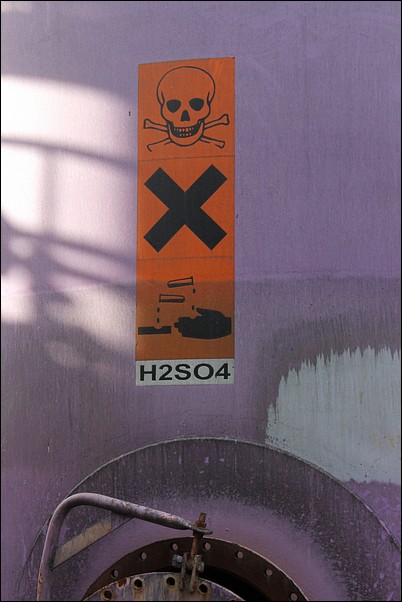
Le sulfate d'ammoniaque est non toxique et non explosif dans les conditions de stockage et de manipulation courantes. A son contact, la peau et les muqueuses se dessèchent et les bétons sont rongés.

Le magasin à sulfates (photo par Les Astres).

Le panneau a bien vécu !

Et l'extincteur. Cette belle lumière le rend magnifique !

Cette citerne que l'on voit en photo est le "bac à acide"
liée à l'installation de sulfatation. Ce bac est installé
directement à côté du bâtiment abritant
les installations de sulfatation de type Wilputte et Still. La capacité
est de 8000 Litres. L'approvisionnement en acide sulfurique se fait
par camion citerne.

Les eaux mères qui entrent en contact avec l'ammoniac libre
contenue dans le gaz brut perdent leur acidité du fait de la
réaction chimique qui aboutit à la formation de sulfate
d'ammoniaque. Afin de maintenir constant leur pouvoir de captation,
on doit procéder à un apport continu d'acide sulfurique
(environ 10.000 Litres par jour). Les eaux mères se délestent
du sulfate d'ammoniaque en solution par un passage dans l'évaporateur
et se transforment en liqueur.
L'acide sulfurique
Il s'agit des tanks d'acide sulfurique, dédiés à la sulfatation et la mise en oeuvre des eaux acidulées.

Depuis la sulfatation, nous allons traverser une voie centrale, autoroute
des sous-produits.

Sans regarder de près, on ne verrait finalement pas grand chose.

Toutefois le regard est attiré par cette installation. Il s'agit
d'une petite cuve, dont curieusement rien n'entrave l'accès,
il n'y a rien autour, pas d'installation à foison comme aux
colonnes. Logique. Il n'y a rien autour étant donné
que ce produit est livré par camion et non par bateau. C'est
une cuve d'acide, qui sert à l'unité de sulfatation,
entre autres. Ici l'acide est très concentré, il est
à 96%. Ca dépote sa mémé !

Dilué avec de l'eau de Meuse, cet acide concentré devient
une eau acidulée, qui en ce cas de
figure devient alors utilisable pour l'unité de sulfatation.
Au vu de l'aspect de dilution, cette cuve est beaucoup plus grande.

Depuis cette cuve, on a une vue sur la partie condensation du dénaphtalinage.